Протяжные станки и протягивание |
|
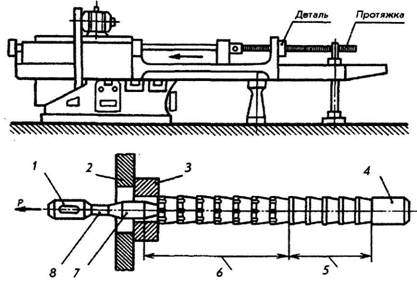
Протягивание — высокопроизводительный процесс обработки отверстий различной формы и сложных наружных контуров многолезвийным режущим инструментом — протяжкой. При протягивании достигаются высокая точность обработки и высокие параметры нормирования шероховатости поверхности. Протяжные станки делятся на типы по следующим признакам: 1 — назначению — для внутреннего и наружного протягивания; 2 — направлению рабочего движения — на горизонтальные и вертикальные; 3 — количеству кареток — с одной, двумя или несколькими; 4 — роду автоматизации — простые, полуавтоматы и автоматы. Производительность при протягивании в несколько раз больше, чем при строгании и даже фрезеровании. Протягивание осуществляется многолезвийным режущим инструментом — протяжкой, получающим поступательное движение относительно изделия. Движение резания в основном прямолинейное и реже вращательное. Процесс протягивания представлен на рис. 30.
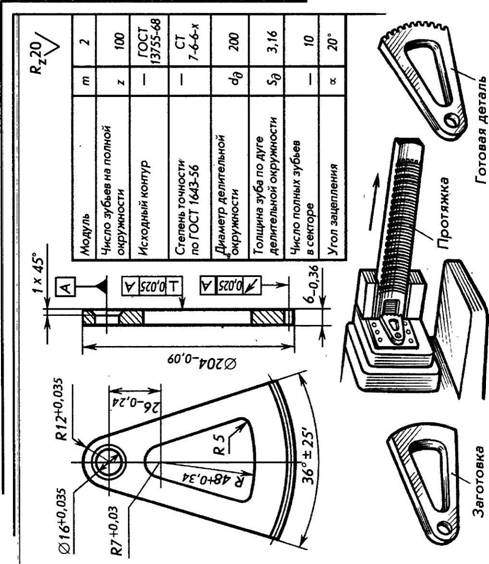
Рис. 30 Элементы протяжки: 1 — хвостовик; 4 — направляющая; 5 — калибрующая часть; 6 — режущая часть; 7 — передняя направляющая; 8 — шейка. Заготовка 3 устанавливается на кронштейне протяжного станка 2, после чего в ее отверстие (предварительно полученное или черновое) вставляют хвостовик протяжки, который соединяют с ползуном станка. Зубья режущей части выполнены так, что каждый последующий зуб протяжки расположен выше предыдущего на величину толщины срезаемогоим слоя (0, 01... 0,05 мм). Таким образом, если первый зуб протяжки начинает резание, то последний его заканчивает. Разновидностью протяжки является прошивка. У прошивки сила протягивания при резании прилагается не к хвостовику, а к заднему торцу, как показано на рис. 30. Протяжки изготовляются из инструментальной стали — легированной и быстрорежущей. На рис. 31 дан пример чертежа детали, рабочая часть которой — зубья изготовлены протяжкой на горизонтально-протяжном стане.
Рис. 31 |